> 제품소개
용융아연도금 강판은 토목, 건축 뿐만 아니라 자동차 및 전기설비 등 여러 산업분야로 그 사용 범위가 점차 확대되고 있습니다.
용융아연도금강판은 내식성이 뛰어날 뿐만 아니라 성형성, 용접성, 도장성 등이 매우 우수하여 고객의 사용용도에 적합한 품질특성을 갖습니다.
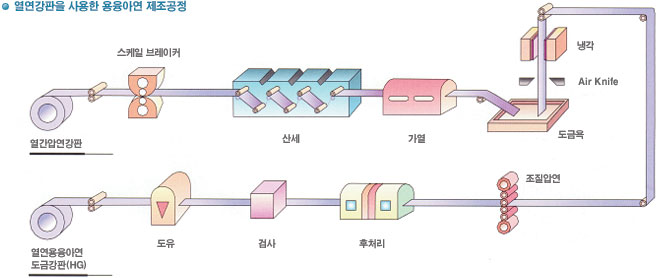
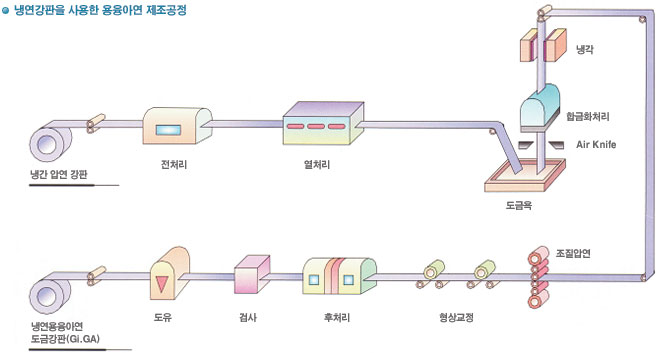
> 제품공정
> 제품특성
POSCO Cr-free 강판은 인체에 유해한다고 알려진 크롬6+가는 물론 어떠한 크롬도 첨가하지 않은 POSCO의 친환경 아연도금강판입니다.
기존의 아연도금강판의(GI : Galvanized Steel) 크롬처리는 내식성 향상을 목적으로 적용되어 왔으나, 크롬이 국제환경협약 등에 의해 사용규제가 본격화되고 있습니다.
POSCO에서는 기존 크롬 역할을 특수 후처리로 보완한 PSOCO Cr-free 제품을 개발, 공급하고 있습니다.
| 제품명 | 도금층구조 | 특성 | 외관 |
|---|---|---|---|
|
아연도금강판 GI (Galvanzied steel) |
후처리 Zn 도금 STEEL |
판 표면세어 용융상태에 아연이 응고하는 동안, 아연결정의 성장을 억제시켜 미세한 결정립이 형성됨. 표면이 균일하여 도장후의 외관이 미려하며 도장성이 우수함 |  |
|
합금화아연 도금강판 GA (Galvannealed steel) |
후처리 Zn-Fe 합금층 STEEL |
소재판과 아연이 열에 의해 확산되어 합근화된 도금츠이 형성된 제품. 합금층의 Fe 성분에 의해 도장후 내식성이 우수함 |  |
· 후처리 종류
| 제품구분 | 후처리 CODE | Full Name | 품질특성 | 비고 |
|---|---|---|---|---|
| Cr- free | ||||
| GI | NC | Non Chromate | 내식성 | - |
| NW | Non chromate Welderability | 내식성, 용접성 | - | |
| HGI | NH | Non chromate HGI | 내식성, 용접성 | - |
| GA | LP | Lubrication Phosphate | 윤활성 | - |
| LM | Lubrication Metallic | 윤활성, 용접성 | - |
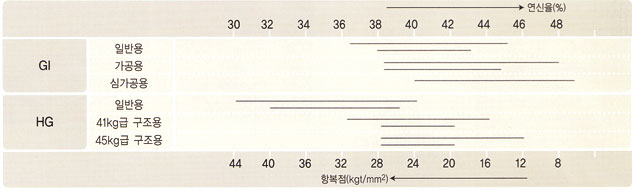
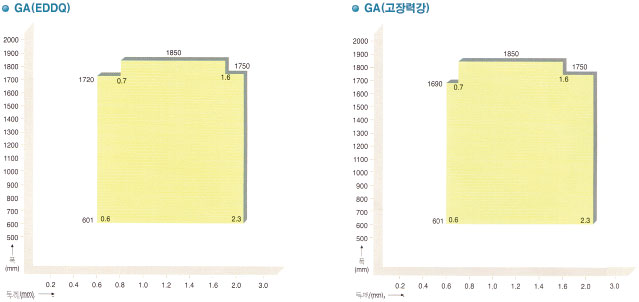
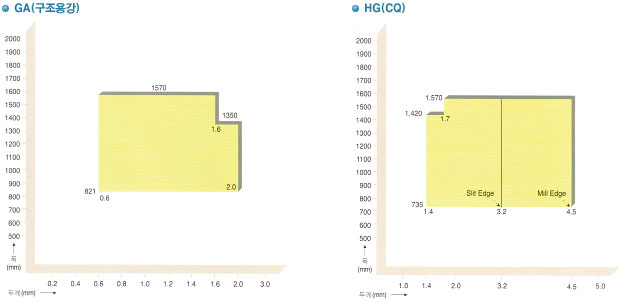
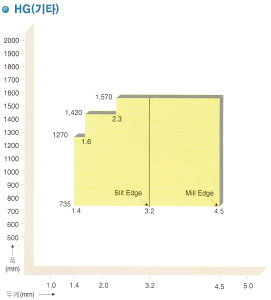
> 성분, 기계적성질, 도금량
CQ, DQ, DDQ, 구조용강, 고장력강 등 규격, 용도에 따른 설계 기준을 가지고 다양한 성분과 기계적 성질이 있습니다.
(표면 후처리에 의한 성분/기계적 성질 영향은 없음)
· 기계적 성질
· 도금량
고객사 주문 도금량에 따라서 생산하며 후처리에 따른 도금량 변화 없음

> 가공성
연속아연도금공정에서 제조되는 용융아연도금강판은 아연의 부착성이 뛰어나고, 취약한 철-아연 합금층이 아주 얇으므로 드로잉가공을 받아도 도금층이 거의 박리되지 않습니다.
기존의 Horzontal furnace보다 Vertical furnace로 생산되 용융아연도금강판은 냉연강판과 같은 수준으로 가공성이 우수하여 다양한 작업이 가능합니다.
합금화 아연도금강판은 일반아연도금대비 합금층의 경도가 높고 연성이 다소 떨어지기 때문에 심한 드로잉가공시 일부 취약한 합금층의 분말(powder)이 발생될 수 있습니다.
이는 도금 부착량이 많을수록 증가하는 경향이 있으며 강판 표면의 도유조건이나 가공공정의 프레스 조건에 따라서도 영향을 받습니다.
그러나 고주파 유도가열장치 등 관련 제조공정의 신기술 적용 및 가공성 향상을 위한 윤활성 후처리 기술개발로 심가공 부품에도 합금화아연도금강판의 확대적용이 가능케 되었습니다.
> 내식성 (도금량 및 후처리별 RUST 발생율)
| 구분 | 백청발생율 | 적청발생율 |
|---|---|---|
| 도금량별 |
백청발생율(일반크롬) 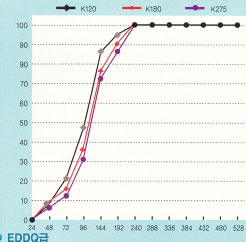
- 아연부착량에 따른 백청 발생율의 차이는 없음. |
적청발생율(일반크롬) 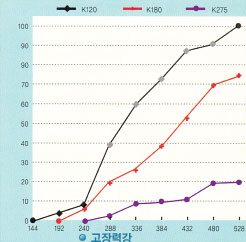
- 아연부착량이 증가함에 따라 적청발생은 급격히 감소. |
| 후처리별 |
백청발생율(120g/㎡) 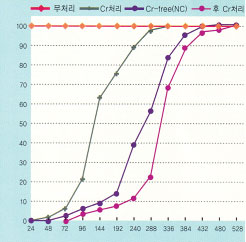
- 후처리에 따라 백청발생 큰차이보임. 특히 CH처리시 72Hr까지 백청발생 실적 無. |
적청발생율(120g/㎡) 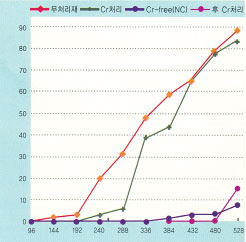
- 도금층의 부식후 소지철의 부식이 진행됨에 따라 후처리에 따라 적청 발생차이 보임. |
> 도장성
용융아연도금강판의 도막 밀착성 및 도장후 내식성은 도장전처리 공정에 따라 많은 영향을 받습니다.
대부분 도장용 소재는 화성처리를 하지 않고 방청용 도유처리재를 사용하는 도장전 탈지처리를 완벽히 해야만
도장하지용 인산염 피막이나 크롬피막 또는 Non-Cr전처리피막이 잘 반응하므로서 우수한 도막밀착성을 얻을 수 있습니다.
또한 합금화아연도금강판은 철아연 합금층 성분에 의해 치밀한 인산염 피막조직을 언을 수 있어 일반 용융아연도금강판에 비해 도장밀착성 및 내식성이 우수합니다.
· 도장밀착성(CROSS CUT TAPE 박리시험)
| 구분 | 용제도장 | 전착도장 | 분체도장 |
|---|---|---|---|
| 밀착성 |  |
 |
 |
| Heat cycle |  |
 |
 |
· 염수분무시험(X SCRATCH TAPE PEELING TEST)
| 내식성 | GI원판(48hrs) | 용제도장(240hrs) | 전착도장(360hrs) | 분체도장(960hrs) |
|---|---|---|---|---|
| Tape 박리전 |
 |
 |
 |
 |
| Tape 박리후 |
- |  |
 |
 |
> 용융아연도금강판(GI) 용접성
아연도금층은 철에 비해 전기전도성이 좋아 판접촉면에서의 전기저항을 적게하여 발열량이 적습니다.
아연은 철이 비해 융점이 낮아 용접시 아연이 따라 올라와 전극에 부착되기 때문에 연속용접성이 다소 저하됩니다.
아연은 철이 비해 연하기 때문에 전극 가압력에 의해 비교적 넓은 판 접촉면적으로 인하여 전류밀도가 다소 저하됩니다.
· 용접성 향상방법
| SPOT 용접 | SEAM 용접 |
|---|---|
|
· 용접전류를 10~30% 강하게 한다. · 통전시간을 약 10% 길게한다. · 전극가압력을 약간 강하게 한다. · 전극의 재질은 Cr-Cu합금으로서 원추형을 사용한다. · 전극의 손질을 자구하며 충분히 수냉한다. |
· 용접전류를 높게 설정한다. · 가압력을 증가시킴으로서 기포나 내부결함이 억제된다. · 단속전류를 채용하고 통전-휴지의 비가 클수록 양호한 용접부가 얻어진다. · 전극의 수냉을 충분히 행한다. |
· 용융아크용접
피복용접봉 아크용접에서는 용접금속의 유동성이 양호하고 양질의 금속이 얻어질 수 있는 용접봉으로서 염기도가 높은 피복제를 가진 것이 적당합니다.
KSD 7004의 E 4303(라임티타니아계), E4313(고산화 티탄계), E4316(저수소계)가 양호합니다.
· 납땜성
용융아연도금강판의 납땜작업은 적당한 용제를 사용하면 도금피막을 사포로 벗겨낼 필요없이 간단히 납땜을 할 수 있습니다.
특히 크롭산염 처리재는 납땜성이 우수합니다. 용제로서의 비부식성 용제 또는 염화아연(15~20%)과 염화암모니아(3.3~5%)의 혼합용액을 사용하는 것이 좋으며
요제 사용후에는 충분히 세척하여 거놎시켜야 합니다.
> 합금화용융아연도금강판(GA) 용접성
|
· 저항용접 용융아연도금강판이 냉연강판에 비하여 용접성이 떨어지는 이유는 판표면의 아연의 특성즉, 전기전도성이 좋아 전기저항이 적으며, 융점이 낮아 아연이 따라올라와 전극에 부착되고, 넓은 판접촛면적으로 전류밀도를 저하시키는 점이 요인이나, 합금화아연도금강판은 표면이 철-아연 합금으로 되어있어 순아연에 비하여 단단하고 융점이 높아 용접성이 양호합니다. |
 |
|
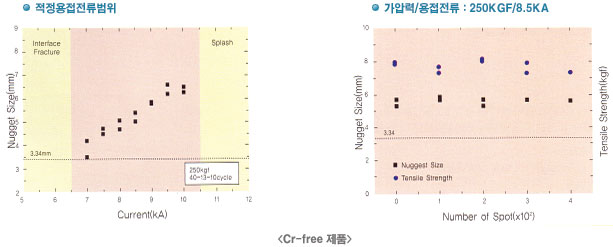
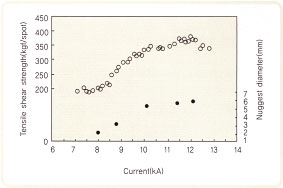
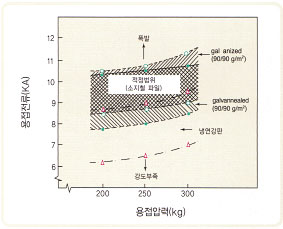
· 피복아크용접 냉연강판과 동일수준으로 양호합니다.우측그림은 아연도금가안의 적정용접조건을 보여줍니다. 아연도금강판의 적정 용접범위는 냉연강판보다 더 높습니다. ※ 두께 : 0.8mm 전극 : 5.0mm(끝단이 잘린 실린더형) 시간 : 10초 |
 |
|
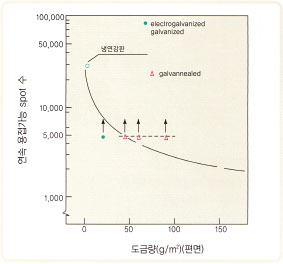
아연도금강판을 연속적으로 spot용접하면 아연이 전극을 감싸 용접성을 저하시킵니다. 이 경향은 아연도금량이 많을수록 커집니다. 도금량이 적은 전기도금강판은 5000회 이상 연속용접이 가능하지만, 후도금재의 경우 적절한 전극조건이 필요합니다. 합금화 용융아연도금은 5000회 이상의 연속 용접이 가능합니다. |
 |
> 규격
· 냉연원판을 사용한 경우
| 구분 | POSCO | KS D 3506 |
JIS G3302 |
ASTM | EN 10142 |
|
|---|---|---|---|---|---|---|
| 89 | 95 | |||||
| 일반용 | CGCC | SGCC | SGCC | A 526 | A 653-CQ | DX51D |
| 굴곡가공용 | CGCF | SGCD 1 | SGCD 1 | A 527 | A 653-LFQ | - |
| 가공용 | CGCD | SGCD 2 | SGCD 2 | A 528 | A 653-DQ | DX52D |
| 심가공용 | CGCP | SGCD 3 | SGCD 3 | - | - | DX53D |
| 비시효 초심가공용 |
CGCE | - | - | - | - | - |
| 구조용*1) |
CGC 35 - CGC 41 CGC 45 CGC 50 |
SGC 340 - SGC 400 SGC 440 SGC 490 |
SGC 340 - SGC 400 SGC 440 SGC 490 |
A446 Gr A*1 Gr B Gr C Gr D Gr F |
A 653-SQ230 A 653-SQ255 A 653-SQ275 A 653-SQ340 - |
S220 GD S250 GD S280 GD S320 GD S350 GD |
| 고장력강 |
CGCHS 35 CGCHS 40 CGCHS 45 CGCHS 50 CGCHS 60 |
- | - | - | - | - |
비고 *1) EN 구조용 규격은 EN10147임.
*2) A446 Grade A의 인장강도는 310Mpa(N/mm2)
· 열연원판을 사용한 경우
| 구분 | POSCO | KS D 3506 |
JIS G3302 |
ASTM | EN 10142 |
|
|---|---|---|---|---|---|---|
| 89 | 95 | |||||
| 가공용 | CGHD | - | - | - | - | - |
| 일반용 | CGHC | SGHC | SGHC | SGHC | A653-CQ | EN-DX51DH |
| 굴곡 가공용 | - | - | - | A527- H | A653-LFQ | - |
| 구조용*1) |
CGH 35 CGH 41 CGH 45 CGH 50 CGH 55 CGH 58 |
SGH 340 SGH 400 SGH 440 SGH 490 SGH 540 - |
SGH 340 SGH 400 SGH 440 SGH 490 SGH 540 - |
- - A446-DH A446-FH A446-EMH - |
- A653H-SQ275 A653H-SQ341 A653H-SQ343 - - |
EN-D250GDH EN-D280GDH EN-D320GDH EN-D350GDH - - |
> KS규격(KS D 3506 95 : 용융아연도금강판 및 강대)
· 냉연원판을 사용한 경우
| 구분 | 항복점 min N/㎟ |
인장강도 min N/㎟ |
연신율, min., % | 시험편 | |||||
|---|---|---|---|---|---|---|---|---|---|
| 두께, mm | |||||||||
| 0.23이상 0.40미만 |
0.40이상 0.60미만 |
0.60이상 1.00미만 |
1.00이상 1.60미만 |
1.60이상 2.50미만 |
2.50이상 | ||||
| SGCC | - | - | - | - | - | - | - | - | 5호 압연방향 |
| SGCD1 | - | 270 | - | 34 | 36 | 27 | 38 | - | |
| SGCD2 | - | 270 | - | 36 | 38 | 39 | 40 | - | |
| SGCD3 | - | 270 | - | 38 | 40 | 41 | 42 | - | |
| SGC340 | 245 | 340 | 20 | 20 | 20 | 20 | 20 | 20 | |
| SGC400 | 295 | 400 | 18 | 18 | 18 | 18 | 18 | 18 | |
| SGC440 | 335 | 440 | 18 | 18 | 18 | 18 | 18 | 18 | |
| SGC490 | 365 | 490 | 16 | 16 | 16 | 16 | 16 | 16 | |
비고 1. SGCD3의 판 및 코일에서 비시효성의 지정이 있을때는 제조 공장 출하 후 6개월간 비시효성을 보장한다.
비시효성이란 가공 할 때 스트레쳐 스트레인이 일어나지 않는 성질을 말한다.
2. 표시 두께 0.25mm미만재에서는 원칙적으로 인장시험을 하지 않는다.
3. SGCC는 일반적으로 항복점 205 N/㎟이상, 인장강도 270 N/㎟이상이다.
· 열연원판을 사용한 경우
| 구분 | 항복점 (min.,N/㎟) |
인장강도 (min.,N/㎟) |
연신율 (min., %) |
시험편 |
|---|---|---|---|---|
| SGHC | - | - | - | 5호 압연방향 |
| SGH340 | 245 | 340 | 20 | |
| SGH400 | 295 | 400 | 18 | |
| SGH440 | 335 | 440 | 18 | |
| SGH490 | 365 | 490 | 16 | |
| SGH540 | SGH540 | 540 | - |
비고 SGCH는 일반적으로 항복성 205 N/㎟이상, 인장강도 270 N/㎟이상이다.
> 도금부착량
| 부착량기호 | 양면3점법 평균부착량 |
양면1점 최소부착량 |
ASTM | ||
|---|---|---|---|---|---|
| KS D 3506 | JIS G 3302 | POSCO | |||
| 60 | 60 | 51 | (Z06),F06 | (Z06),F06 | K060,S060 |
| 80 | 80 | 68 | Z08,F08 | Z08,F08 | K080,S080 |
| 100 | 100 | 85 | Z10,F10 | Z10,F10 | K100,S100 |
| 120 | 120 | 102 | Z12,F12 | Z12,F12 | K120,S120 |
| 180 | 180 | 153 | Z18,(F18) | Z18,(F18) | K180 |
| 200 | 200 | 170 | Z20 | Z20 | K200 |
| 220 | 220 | 187 | Z22 | Z22 | K220 |
| 250 | 250 | 213 | Z25 | Z25 | K250 |
| 275 | 275 | 234 | Z27 | Z27 | K275 |
| 350 | 350 | 298 | Z35 | Z35 | K350 |
| 450 | 450 | 383 | Z45 | Z45 | K450 |
| 600 | 600 | 510 | Z60 | Z60 | K600 |
비고
1. 비합금도금의 경우에는 부착량 기호앞에 KS, JS는 "Z", PSOCO는 "K"를 합금도금의경우에는 KS, JS는 "F", PSOCO는 "S"를 붙인다.
2. 조임용 1종, 조임용 2종 및 조임용 3종은 부착량표시기호 Z35, Z45, Z60, F10 및 F18을 적용하지 않는다.
3. 도금의 양면 3점법 평균부착량은 공시재에서 재취한 3개 시험편 축정값의 평균값에 대하여 적용한다.
4. 조금의 양면 최대부착량은 인수, 인도 당사자 사이에 협정할 수 있다.
> 두께 허용차
| 두께\폭 | 630미만 | 630이상 1,000미만 |
1,000이상 1,250미만 |
1,250이상 1,600미만 |
1,600이상 |
|---|---|---|---|---|---|
| 0.25미만 | ±0.04 | ±0.04 | ±0.04 | - | - |
| 0.25이상 0.40미만 | ±0.05 | ±0.05 | ±0.05 | ±0.05 | - |
| 0.40이상 0.60미만 | ±0.06 | ±0.06 | ±0.06 | ±0.07 | ±0.08 |
| 0.60이상 0.80미만 | ±0.07 | ±0.07 | ±0.07 | ±0.07 | ±0.08 |
| 0.80이상 1.00미만 | ±0.07 | ±0.07 | ±0.08 | ±0.09 | ±0.10 |
| 1.00이상 1.25미만 | ±0.08 | ±0.08 | ±0.09 | ±0.10 | ±0.12 |
| 1.25이상 1.60미만 | ±0.09 | ±0.10 | ±0.11 | ±0.12 | ±0.14 |
| 1.60이상 2.00미만 | ±0.11 | ±0.12 | ±0.13 | ±0.14 | ±0.14 |
| 2.00이상 2.50미만 | ±0.13 | ±0.14 | ±0.15 | ±0.16 | ±0.18 |
| 2.50이상 3.15미만 | ±0.15 | ±0.16 | ±0.17 | ±0.18 | ±0.21 |
| 3.15이상 | ±0.17 | ±0.20 | ±0.20 | ±0.21 | - |
· 열연원판을 사용한 일반용인 경우
| 두께\폭 | 1,200 미만 | 1,200 이상 1,500 미만 |
1,500 이상 1,800 미만 |
1,800 이상 |
|---|---|---|---|---|
| 1.20이상 1.60미만 | ±0.16 | ±0.17 | ±0.18 | - |
| 1.60이상 2.00미만 | ±0.17 | ±0.18 | ±0.19 | ±0.22* |
| 2.00이상 2.50미만 | ±0.18 | ±0.20 | ±0.20 | ±0.26* |
| 2.50이상 3.15미만 | ±0.20 | ±0.22 | ±0.25 | ±0.27* |
| 3.15이상 4.00미만 | ±0.22 | ±0.24 | ±0.27 | ±0.28* |
| 4.00이상 5.00미만 | ±0.25 | ±0.27 | - | - |
| 5.00이상 6.00미만 | ±0.27 | ±0.27 | - | - |
| 6.00이상 | ±0.30 | ±0.31 | - | - |
비고 *나비(폭) 2000mm미만에 대하여 적용된다.
· 열연원판을 사용한 구조용인 경우
| 두께\폭 | 1,600 미만 | 1,600 이상 2,000 미만 |
|---|---|---|
| 1.20이상 1.60미만 | ±0.19 | - |
| 1.60이상 2.00미만 | ±0.20 | ±0.24 |
| 2.00이상 2.50미만 | ±0.21 | ±0.26 |
| 2.50이상 3.15미만 | ±0.23 | ±0.30 |
| 3.15이상 4.00미만 | ±0.25 | ±0.35 |
| 4.00이상 5.00미만 | ±0.46 | - |
| 5.00이상 6.00이하 | ±0.51 | - |
> 상단도금 두께
(단위:mm)
| 도금의 부착량 표시기호(비합금화) |
Z06 | Z08 | Z10 | Z12 | Z18 | Z20 | Z22 | Z25 | Z27 |
|---|---|---|---|---|---|---|---|---|---|
| 도금두께 | 0.013 | 0.017 | 0.021 | 0.026 | 0.034 | 0.040 | 0.043 | 0.049 | 0.054 |
| 도금의 부착량 표시기호(비합금화) |
Z35 | Z45 | Z60 | F04 | F06 | F08 | F10 | F12 | F18 |
|---|---|---|---|---|---|---|---|---|---|
| 도금두께 | 0.064 | 0.080 | 0.102 | 0.008 | 0.013 | 0.017 | 0.021 | 0.026 | 0.034 |
> 길이 허용차(SHEET재)
(단위:mm)
| 냉연판을 사용한 경우 | 열연판을 사용한 경우 |
|---|---|
| +15 0 |
+15 0 |
> 형상 : 직선도
· 냉연원판을 사용한 일반용인 경우
(단위:mm)
| 폭 \ 길이 | 평판 | 코일 | |
|---|---|---|---|
| 2,000미만 | 2,000이상 | ||
| 630미만 | 4 | 임의의 길이 2,000에 대하여 4 | |
| 630이상 | - | 임의의 길이 2,000에 대하여 2 | |
· 열연원판을 사용한 일반용인 경우
(단위:mm)
| 폭 \ 길이 | 평판 | 코일 | ||
|---|---|---|---|---|
| 2,500미만 | 2,500이상 4,000미만 | 4,000이상 | ||
| 630미만 | 5 | 8 | 12 | 임의의 길이 2,000에 대하여 5 |
| 630이상 1,000미만 | 4 | 6 | 10 | |
| 1,000이상 | 3 | 5 | 8 | |
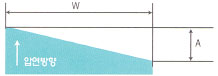
> 형상 : 직선도 벗어남
평판의 직각도 벗어남은 아래그림의 A/Wx100(%)로 표시하고, 1%를 초과해서는 안된다.
> 평탄도
평탄도는 정반위에서 측정하여, 그 값의 변형은 최대치에서 강판의 두께를 뺀 것으로서 판의 위쪽면에 적용한다.
· 냉연원판을 사용한 경우
(단위:mm)
| 두께 \ 폭 | 반곡 | 외곡 | 중곡 |
|---|---|---|---|
| 1,000미만 | 12이하 | 8이하 | 6이하 |
| 1,000이상 1,250미만 | 15이하 | 9이하 | 8이하 |
| 1,250이상 1,600미만 | 15이하 | 11이하 | 8이하 |
| 1,600이상 | 20이하 | 13이하 | 9이하 |
· 열연원판을 사용한 일반용인 경우
| 두께 \ 폭 | 1,250미만 | 1,250이상 1,600미만 |
1,600이상 2,000미만 |
2,000이상 3,000미만 |
3,000이상 |
|---|---|---|---|---|---|
| 1.20이상 1.60미만 | 18이하 | 20이하 | - | - | - |
| 0.25이상 0.40미만 | ±0.05 | ±0.05 | ±0.05 | ±0.05 | - |
| 1.6이상 3.15미만 | 16이하 | 18이하 | 20이하 | - | - |
| 3.15이상 4.00미만 | - | 16이하 | - | - | - |
| 4.00이상 6.00미만 | - | 14이하 | - | 24이하 | 25이하 |
| 6.00이상 | - | 13이하 | - | 21이하 | 22이하 |
비고) 특별한 지정이 없는 한 인장강도의 규격 하한이 570 N/㎟이상인 강판, 또는 항복점이 규격 하한이 430 N/㎟이상인 강판 및 여기에 상당하는 화학성분 또는 경도를 가진 강판
평탄도의 최대값은 상시표 수치의 1.5배로 한다.
> POSCO규격
· 냉연원판을 사용한 경우
| POSCO 규격 |
항복점 min N/㎟ (MPa) |
인장강도 min N/㎟ (MPa) |
연신율, min., % | JS,KS 참고규격 |
||||
|---|---|---|---|---|---|---|---|---|
| 두께, mm | ||||||||
| 0.25이상 0.40미만 |
0.40이상 0.60미만 |
0.60이상 1.00미만 |
1.00이상 1.60미만 |
1.60이상 2.30이하 |
||||
| CGCC(-E) | - | - | - | - | - | - | - | SGCC |
| CGCF-E | - | 270 | - | 34 | 36 | 37 | 38 | SGCD1 |
| CGCD-E | - | 270 | - | 36 | 38 | 39 | 40 | SGCD2 |
| CGCN-E | - | 270 | - | 38 | 40 | 41 | 42 | SGCD3 |
| CGCE(-E) | - | 270 | - | 40 | 42 | 43 | 44 | - |
| CGCE(-E) | - | - | - | - | - | - | - | - |
| CGC35 | 245 | 340 | 20 | 20 | 20 | 20 | 20 | SGC340 |
| CGC41 | 295 | 400 | 18 | 18 | 18 | 18 | 18 | SGC400 |
| CGC45 | 335 | 440 | 18 | 18 | 18 | 18 | 18 | SGC440 |
| CGCF-E | - | 270 | - | 34 | 36 | 37 | 38 | SGCD1 |
| CGC50 | 365 | 490 | 16 | 16 | 16 | 16 | 16 | SGC490 |
| CGCHS35(-E, BH, BH-E, ES, ES-E) | 186 | 340 | 30 | 30 | 30 | 30 | 30 | - |
| CGCHS40(-E, BH, BH-E) | 215 | 390 | 27 | 27 | 27 | 27 | 27 | - |
| CGCHS45 | 294 | 440 | 25 | 25 | 25 | 25 | 25 | - |
| CGCHS50 | 333 | 490 | 21 | 21 | 21 | 21 | 21 | - |
| CGCHS60DP | 360 | 590 | 20 | 20 | 20 | 20 | 20 | - |
비고 1. CGCN, CGCE, CGCX는 제조공장 출하후 6개월간 비시효성을 보증한다.
2. 규격 CODE중(-E):외판재규격, BH:Bake Hardening(소부경화), ES:심가공용
3. 고장력강(CGCH~)의 재질사항은 주문투입시 품질 담당과 협의바랍니다.
· 열연원판을 사용한 경우
| 구분 | 항복점 min. N/mm² |
인장강도 min. N/mm² |
연신율 min., % |
JS,KS 참고규격 |
|---|---|---|---|---|
| CGHC | 205 | 270 | - | SGHC |
| CGHD | - | 275 | 38 | - |
| CGH35 | 245 | 340 | 20 | SGH340 |
| CGH41 | 295 | 400 | 18 | SGH400 |
| CGH45 | 335 | 440 | 18 | 18 |
| CGH50 | 365 | 490 | 16 | SGH490 |
| CGH55 | 400 | 540 | 16 | SGH540 |
비고 1. CGHD : 가공용 HGI로 자동차, 가전의 가공용 적용(스위치박스 등) 도금 부착량, 두께, 폭, 길이, 형상 관리기준은 KS규격에준하며 상세한 사항은 PSOCO 제품담당과 협의 바랍니다.
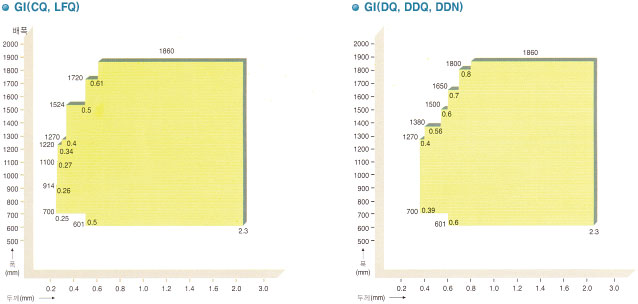
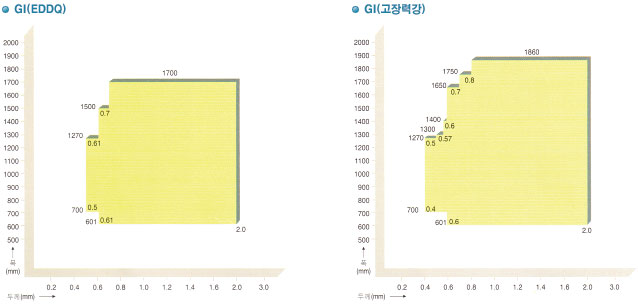
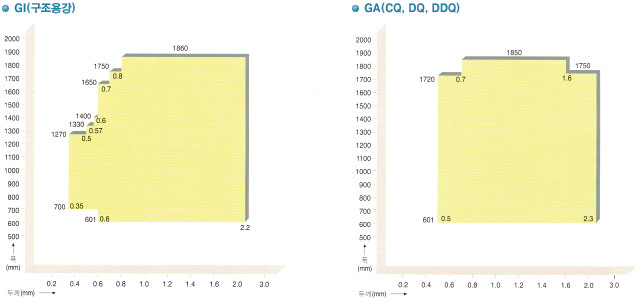
> 제조가능치수
 |
 |
 |
 |
 |
 |
> 포스코 제조설비
| 압축 및 전해청정 | 소둔 | 도금 |
|---|---|---|
 |
 |
 |
| 냉간압연한 강판은 표면에 압연유가 존재하며, 각종 오물이 남아있어 알칼리 용액에 통과시켜 전기, 화학적 반을을 이용하여 제거한다. | 전처리를 거친 강판은 소둔에서 재결정이 되어 소정의 기계적 성질을 확보한다. | 소둔로를 거친 강판은 용융아연 Pot에서 Zn을 부착시켜, Air Knife 설비로부터 고압의 공기를 분사하여 목표로 하는 도금부착량을 얻어낸다. |
| 합금화 처리 | 조질연신 및 후처리 | 검사 & 권취 |
|---|---|---|
 |
 |
 |
| Air Knife를 통과한 강판은 도금층을 재가열함으로써 Fe와 Zn의 확산을 통해 도금층을 Zn-Fe계로 합금화 시킨다. | Flat한 형상 및 미려한 표면을 얻기 위하여 Skin Pass Mill을 통과시킨후 활성화된 아연 표면에 발생하기 쉬운 백청을 방지하고, 내식성을 향상시키기 위하여 Cr-free 수지 처리를 실시한다. | 출측 설비는 Side Trimmer, 검사대, Oiler, 권취 설비로 구성되어 있으며 고객사가 원하는 제품으로 적합한지 종합적으로 검사하고 판정한다. |